電話:0574-83062746
手機:15968051677
傳真:0574-88486691
網址:www.xiu163.cn
地址:寧波市鄞州區五鄉鎮沙堰工業區寶瞻路168號
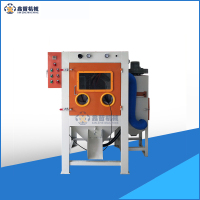
(1).噴砂機生產加工對產品工件開展掃描式噴砂,噴砂機每一個噴砂道應遮蓋前一噴砂道的l乃操縱,持續地從產品工件的一端挪動至另一端。第2遍噴砂則應與首遍噴砂交叉式遮蓋,這般拆換反復,直至要求的表面粗糙度終止。
(2).噴砂視角以與直線呈70度,一般80~角為宜。不適合豎直噴砂,不然會因為耐磨材料豎直反跳而降低噴砂輸出功率;但都不應低于四十五度,不然會危害噴砂實際效果。噴砂槍應一直長期保持的噴砂視角
(3).噴砂機生產加工全自動噴砂時間和氣體工作壓力對表面粗糙度的危害,噴砂機跟隨氣壓提高,表面粗糙度顯著擴大;而噴砂時間對表面粗糙度的危害在基本的約30min時間內呈大幅度擴大的線性相關,再拓寬噴砂時間,表面粗糙度真是沒什么修改。
(4).噴砂機生產加工間距即噴砂搶口到基體表面的間距,在于耐磨材料的種類及粒度分布、噴砂嘴的直徑及噴砂機的功能等,一般在102毫米—304mm范疇內起伏。軟基體、厚壁件宜采用大的噴砂間距;而硬質的基體、厚壁管件、大中型件和厚鍍層則宜采用較短的噴砂間距。噴砂完呈畢,應用簡單、隔膜真空泵、清潔的空氣壓縮吹去噴整砂表面的塵土。

手機:15968051677 15967870550
電話:0574-83062746
地址:寧波市鄞州區五鄉鎮沙堰工業區寶瞻路168號